
全国服务热线

东光县鑫鹏程纸箱机械有限责任公司
联系人:毕经理
手机:13731727866
电话:0317-7751502
传真:0317-7750502
邮箱:2043115128@qq.com
网址:www.xpcjx.com
地址:河北省沧州市东光县城南工业区
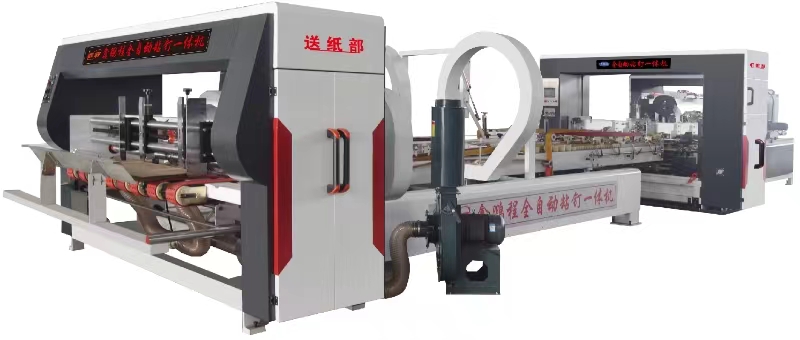
纸板输送原理:设备通常配备有自动进料装置,如皮带输送机或真空吸盘进料器。皮带输送机通过电机驱动皮带运转,利用摩擦力带动纸板向前输送;真空吸盘进料器则通过真空吸附原理,将纸板从堆放处吸起并放置在输送带上,实现纸板的自动上料和连续输送,确保纸板能够准确地进入后续加工环节。
涂胶原理:当纸板输送到涂胶位置时,涂胶装置开始工作。常见的涂胶方式有辊涂和喷胶两种。辊涂是通过胶辊在胶槽中蘸取胶水,然后将胶水均匀地涂布在纸板的指定位置上;喷胶则是利用喷头将胶水以雾状形式喷涂在纸板上。这两种方式都可以通过调整胶辊的转速、喷头的压力和喷胶量等参数,来控制涂胶的厚度和均匀度,以满足不同纸板和胶水的要求。
折叠原理:涂胶后的纸板进入折叠环节,折叠装置通常由一系列的折叠板和滚轮组成。折叠板根据纸箱的设计要求,将纸板按照特定的角度和顺序进行弯折,滚轮则辅助纸板顺利通过折叠区域,确保折叠的精度和稳定性。一些先进的设备还可以通过电脑编程来控制折叠板的运动,实现多种不同规格纸箱的折叠。
钉箱原理:折叠好的纸箱在输送过程中到达钉箱位置,钉箱装置开始工作。钉箱装置主要由钉枪、钉盒和驱动机构组成。钉枪在驱动机构的作用下,将钉子从钉盒中取出并快速打入纸箱的结合部位,实现纸箱的钉合。驱动机构通常采用气动或电动方式,通过控制气压或电流来调节钉枪的击打力度和频率,以适应不同厚度和材质的纸板。
控制系统原理:全自动粘钉一体机配备有先进的控制系统,通常采用可编程逻辑控制器(PLC)或工业计算机进行控制。控制系统可以根据预设的参数,如纸板尺寸、胶水用量、折叠角度、钉箱位置等,精确地控制各个部件的运动和工作顺序。同时,控制系统还具备故障检测和报警功能,能够实时监测设备的运行状态,一旦发现异常情况,如卡纸、缺钉、胶水不足等,会立即发出警报并停止设备运行,以便操作人员及时进行处理。
 在线咨询
在线咨询













